Call us now :08045816017
Condensate Recovery System


Condensate Recovery System Specification
- Condition
- New
- Usage
- Industrial
- Material
- Stainless Steel
- Part Type
- Other
- Product Type
- Condensate Recovery System
- Color
- Gray
Condensate Recovery System Trade Information
- Minimum Order Quantity
- 1 Piece
- Payment Terms
- Cash Advance (CA)
- Supply Ability
- 2 Pieces Per Week
- Delivery Time
- 10 Days
- Main Domestic Market
- Chhattisgarh, Haryana, Himachal Pradesh, Uttar Pradesh, Uttarakhand, West Bengal, Bihar, Chandigarh, Jharkhand, Punjab, Delhi, Arunachal Pradesh, Jammu and Kashmir, Madhya Pradesh, Rajasthan
About Condensate Recovery System
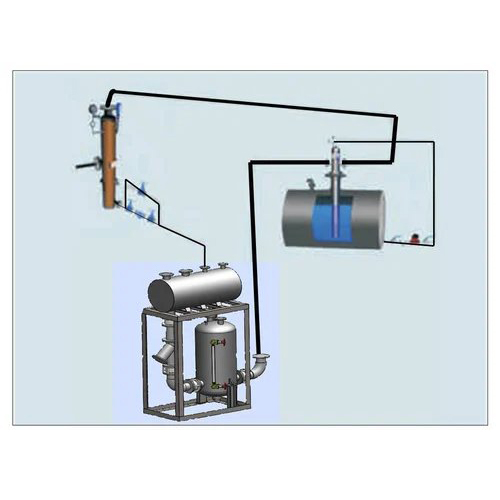
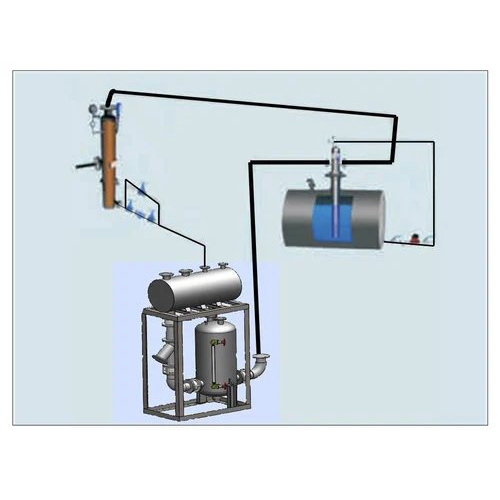
Backed by a team of experts, we are offering Condensate Recovery System that is widely used in industrial boilers. It is used to reuse the water and sensible heat contained in the discharged condensate. It is an efficient and functional product. Owing to its premium quality, longevity, and resilience, we are seeing a huge demand for the Condensate Recovery System in the marketplace. Our customers can approach us to get the product delivered to their doorstep within the committed time frame.
Advantages of condensates Recovery Systems:
- Reduce Blowdown of Boiler
- Increased efficiency of Boiler
- Condensate pumping temperature range (950 C-1000 C)
- Flash steam recovery 100%
- Feedwater temperature high
- Chemical treatment costs are low
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

We are accepting local inquiries from West Bengal, Arunachal Pradesh, Assam, Bihar, Delhi, Haryana, Himachal Pradesh, Jammu and Kashmir, Jharkhand, Madhya Pradesh, Uttar Pradesh, Punjab, Rajasthan & Uttarakhand.
Our Products
- Process Boilers
- Boilers Accessories
- Hot Air Generators
- Hot Water Generator
- Thermic Fluid Heaters
- Waste Heat Recovery Boiler
- Condensate Recovery System
- Steam Distribution Headers
- Erection Boiler Service
- Steam Boilers
- AMC Boiler Service
- Erection and Installation Work
- Wood Fired Boiler
- Industrial Boilers
- Diesel Hot Water Boiler


Kh-12, Bisnoli, Gautam Budh Nagar, Gautam Buddh Nagar - 203207, Uttar Pradesh, India

Mr. L R Singh
(Managing Partner)
Mobile :08045816017
 Send Inquiry
Send Inquiry Send SMS
Send SMS Call Me Free
Call Me FreeDeveloped and Managed by Infocom Network Private Limited.
